Perbandingan Singkat: Proses Mana yang Sesuai dengan Pekerjaan Anda?

| Proses | Metode perisai | Terbaik untuk | Dimana itu bersinar | Batasan umum |
|---|---|---|---|---|
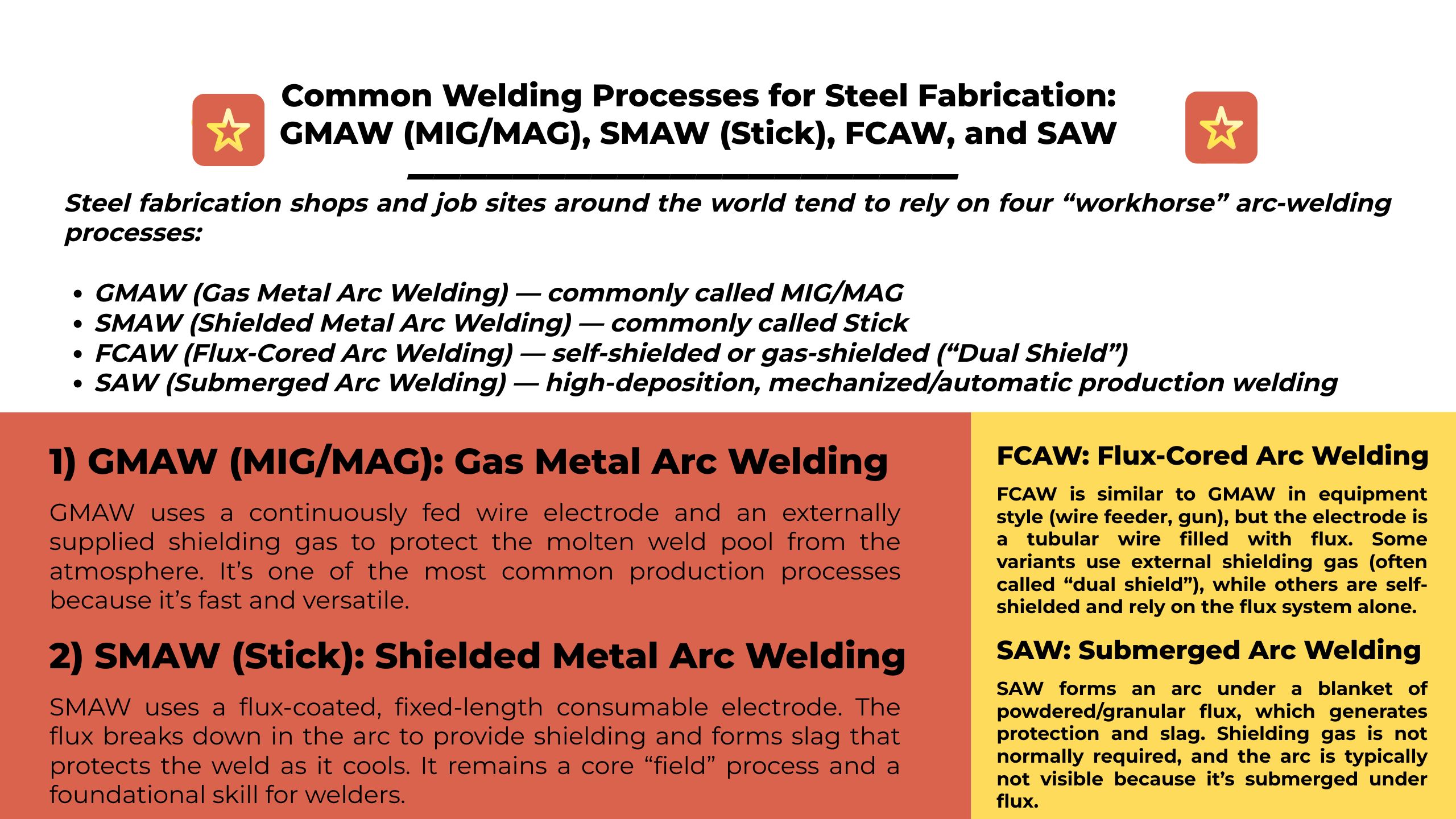
| GMAW (MIG/MAG) | Luar gas pelindung + kawat padat | Fabrikasi umum, lembaran hingga pelat sedang | Cepat, bersih, mudah diotomatisasi, pembersihan terak rendah | Di luar ruangan sensitif terhadap angin, diperlukan pasokan gas |
| SMAW (Tongkat) | Elektroda berlapis fluks menciptakan pelindung + terak | Pengelasan lapangan, perbaikan, konstruksi | Portabel, toleran terhadap karat/kerak, dapat digunakan dalam angin | Lebih lambat, lebih bergantung pada keterampilan, penggantian elektroda, lebih banyak pembersihan |
| FCAW (berinti fluks) | Inti fluks (bisa juga menggunakan gas) | Baja struktural, fillet berat, deposisi tinggi | Sangat produktif, penetrasi bagus, opsi luar ruangan (terlindung sendiri) | Lebih banyak asap/percikan dibandingkan GMAW, penghilangan terak |
| MELIHAT (Terendam) | Selimut fluks menutupi kolam busur/las | Jahitan panjang, pelat tebal, bejana, pipa | Deposisi sangat tinggi, kualitas konsisten, mekanisasi mudah | Sebagian besar datar/horizontal, diperlukan peralatan/perlengkapan |
